Популярность механизированного оборудования для сварки увеличивается с каждым годом. Оно позволяет получить качественное неразъемное соединение при относительно небольших финансовых затратах. Чтобы с успехом работать на такой технике, необходимо знать несколько нюансов, важнейший из которых – подбор сварочной проволоки для полуавтоматов.

Классификация проволоки
При сварке в полуавтоматическом режиме проволока выступает в качестве плавящегося электрода. Тепло, выделяемое от электрической дуги, расплавляет кромки металлов и электрод. Образуется сварочная ванна, которая после окончательной кристаллизации формирует валик шва.

ГОСТ 2246 устанавливает более 70 наименований (марок) проволоки, которые подразделяют по применяемости, типу сплавляемых материалов, размеру.

Область применения
Рассматривая виды проволоки, необходимо отметить, что она используется не только для сборки двух и более деталей, но и в таких случаях:
- наплавка. Наплавочная проволока наносится на поверхность изделия для его ремонта или придания специальных свойств (твердости, износостойкости),
- производство электродов. Такой материал имеет в своем обозначении букву «Э». Заготовки нарезают на определенную длину, после чего на стержни наносят специальное покрытие.
Для углеродистой стали
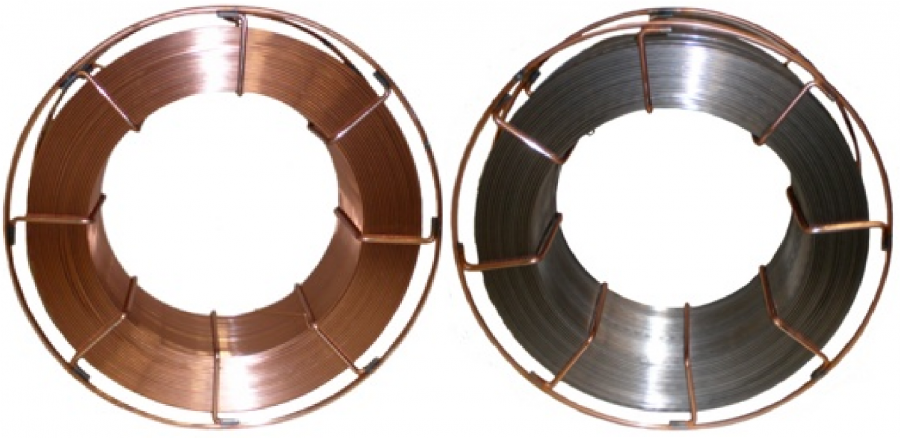
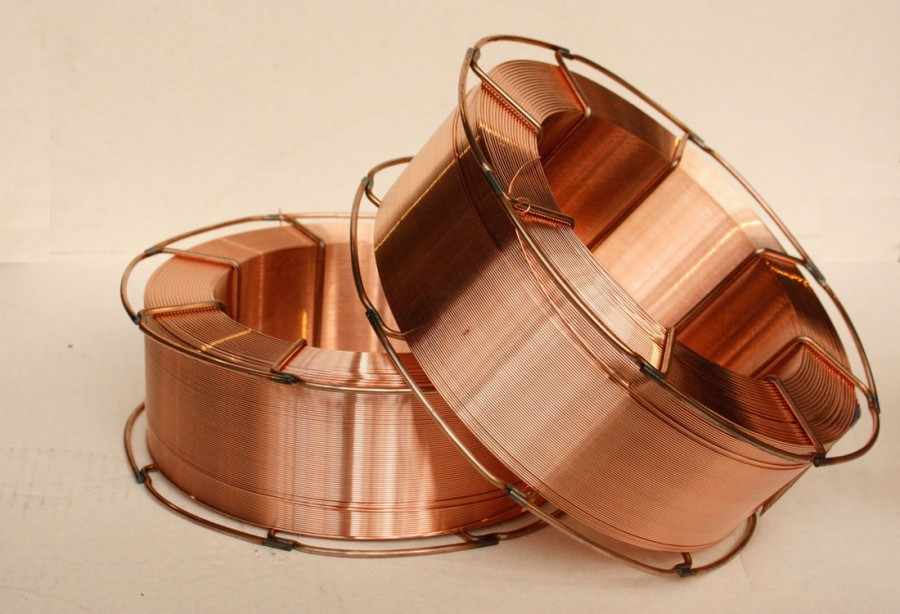
Для соединения низкоуглеродистых и низколегированных сталей (ст.3, 09Г2С) используют омедненную сварочную проволоку. Процесс ведут в среде защитных газов (углекислота). Благодаря медному покрытию шов получается прочным, с хорошими механическими свойствами, стойкостью к разрушению.

Еще одно преимущество – минимальное разбрызгивание, что позволяет снизить трудоемкость зачистки после сварки. К недостаткам можно отнести вредные пары меди, выделяющиеся во время сварки.

Для нержавеющей стали
Для сварки сталей аустенитного, аустенитно-ферритного классов с добавлением хрома, никеля (12Х18Н10Т, 08Х18Н10Т) омедненный электрод не подойдет – место сварки быстро покроется ржавчиной.

В этом случае оптимальным вариантом является нержавеющая проволока. Материал отличается коррозионной стойкостью, высокой скоростью плавления, жаропрочностью. Это же присуще и сварному шву.

Защитную газовую смесь образуют инертный аргон, гелий с добавлением небольшого количества диоксида углерода. Среди минусов – высокая цена.
Для алюминия
Сплавы типа АМг2, АМг5 и т.п. свариваются алюминиевой проволокой. Неопытные сварщики могут столкнуться с рядом трудностей. Для получения качественного провара необходимо:
Удалить с поверхностей деталей тугоплавкую оксидную пленку механической обработкой (кругами, щетками с нержавеющим ворсом) или химическим способом (травлением).

Подобрать оптимальные режимы сварки. Алюминиевая проволока очень мягкая и плавится гораздо быстрее, чем стальная. Даже незначительное сопротивление в рукаве приводит к тому, что материал начинает завиваться.

Порошковая
Многие опытные сварщики на вопрос, какая сварочная проволока лучше, отвечают порошковая. Если все предыдущие сварочные материалы имели сплошное сечение, то этот представляет собой трубку с порошком-наполнителем.

Испаряясь, порошок работает подобно флюсу – защищает сварочную ванну от контакта с атмосферой. Поэтому расходник иногда называют самозащитным – отсутствует потребность в баллонах с газом.

В зависимости от состава шихты различают флюоритные, рутиловые, карбонатно-флюоритные и другие разновидности. Факторы, которые ограничивают массовое применение флюсовой проволоки – высокая цена, невозможность использования при малейшей деформации, тщательная зачистка сплавляемых кромок.
Маркировка
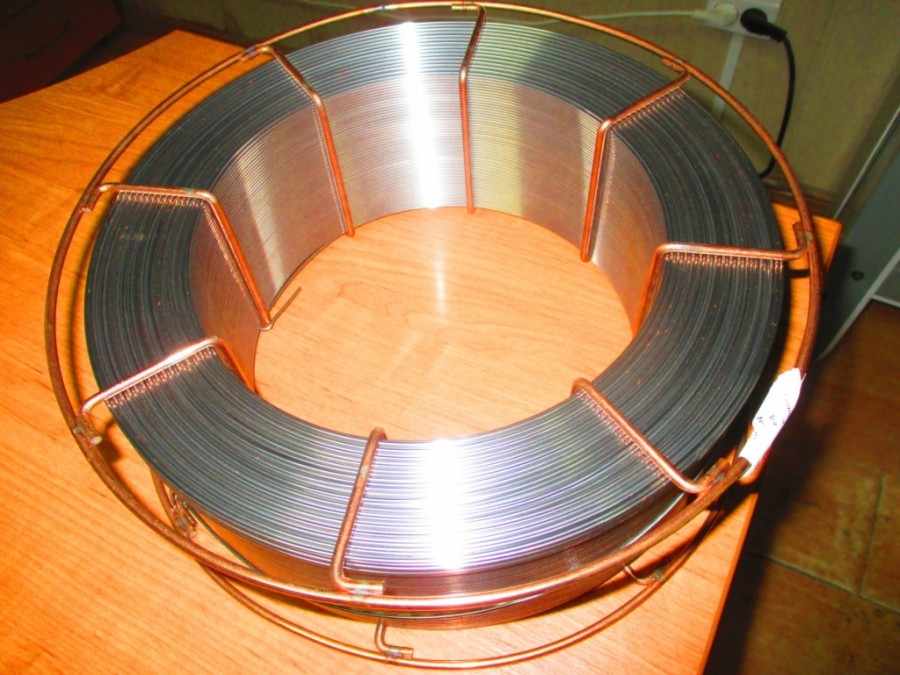
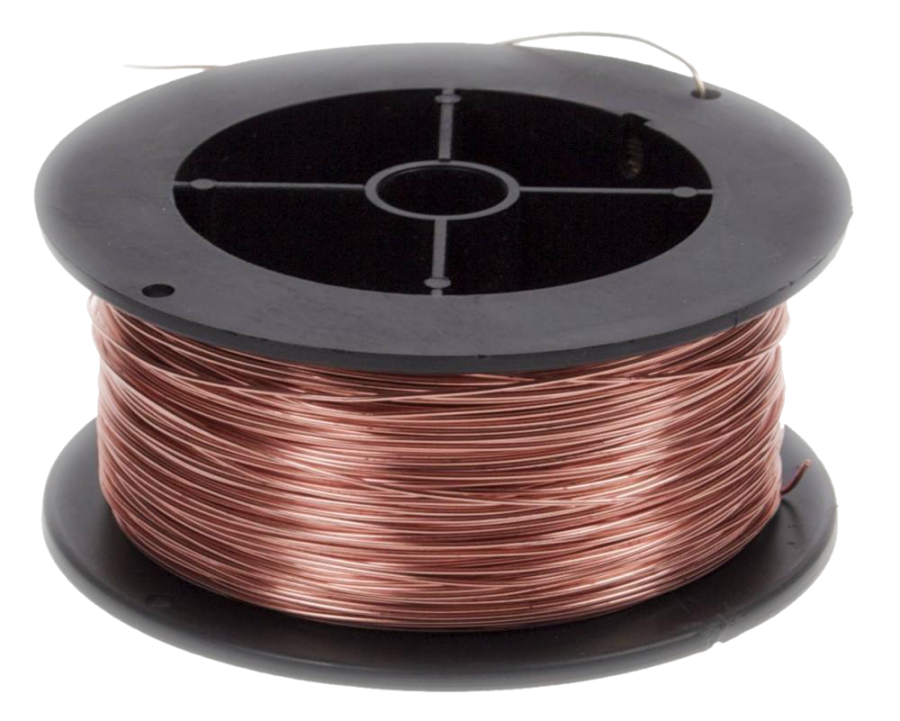
Если посмотреть на фото сварочной проволоки, то можно заметить, что она поставляется в мотках. На каждой бухте должна быть бирка, содержащая информацию о марке, партии, заводе-изготовителе, приемке ОТК.

Проволока отечественного производства обозначается согласно ГОСТ 2246. Маркировка состоит из буквенно-цифрового шифра, где буквы – это названия химических элементов, а цифры – их процентное содержание. Если количество не превышает 1%, то число не указывают. Сокращение «Св» говорит о том, что проволока сварочная.

Так, Св-08Г2С означает, что перед нами сварочная проволока с 0,08% углерода, 2% марганца и не более 1% кремния.
Импортные материалы отмаркированы в соответствии со стандартами AWS.
Как подобрать диаметр
Диаметр сварочной проволоки должен выбираться, исходя из свариваемых толщин. Стандартный ряд включает в себя такие типоразмеры: 0,6 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм. Для порошковых электродов этот диапазон увеличен до 6 мм.

Для сварки деталей толщиной 3-5 мм подойдет проволока диаметром до 1,2-2 мм. Для тонкостенных изделий лучше использовать электроды 0,8-1 мм. Это убережет вас от сквозных прожогов. Помните, что диаметр отверстия сварочного наконечника должен соответствовать размеру проволоки.

Второй критерий выбора – величина тока, устанавливаемая при сварке. Чтобы сопоставить диаметры и ток, необходимо ознакомиться с соответствующими таблицами.
Требования к сварочной проволоке
Правильная проволока – залог надежного сварного соединения. Приобретая материалы, обращайте внимание на такие параметры:
Главная характеристика сварочной проволоки – это ее химический состав. Он должен быть максимально близким к тому, что присутствует в свариваемом металле. Чем меньше в проволоке серы и фосфора, тем лучше выйдет соединение.

Проволока должна быть чистой, на ее поверхности не допускаются следы грязи, масла. В противном случае материал лучше обезжирить в растворителях.

Температура плавления электрода должна быть ниже, чем у основного металла. При этом плавление должно быть равномерным. Это поможет избежать дефектов шва, уменьшит наплывы, неровности.

Фото сварочной проволоки